控科技有限公司")
專注于金屬板材自動(dòng)化切割
誠信為本,全面解決切割需求

服務(wù)熱線:
189-8629-0037
189-8629-0037
專注于金屬板材自動(dòng)化切割
誠信為本,全面解決切割需求


數(shù)控切割機(jī)切割精度影響因素及如何調(diào)整
發(fā)布時(shí)間:2018-06-24 00:30:45很多客戶在購置數(shù)控切割機(jī)時(shí),總是會(huì)關(guān)懷的問一下數(shù)控切割機(jī)切割精度如何?切割機(jī)的精度在出廠前能夠保證做到0.01mm/步,精度誤差在±0.5mm左右,這個(gè)誤差曾經(jīng)高出切割機(jī)自身誤差的好幾倍,但是這個(gè)誤差不是設(shè)備自身形成的,而是切割過程中鋼板的厚度、工藝、割嘴、調(diào)火等工序形成的。下面先介紹影響數(shù)控切割機(jī)切割精度的一些原因:
編程軟件問題:編程軟件如果存在缺陷或沒有累積誤差修正功能,會(huì)造成生成的數(shù)控代碼存在錯(cuò)誤。比如生成的代碼尺寸數(shù)據(jù)錯(cuò)誤或補(bǔ)償方向錯(cuò)誤;或者代碼存在累積誤差,造成小范圍尺寸無問題,線段很多時(shí)存在較大誤差,形成切入點(diǎn)引入與引出存在錯(cuò)位的現(xiàn)象,也會(huì)造成全板套料時(shí)工件間距偏差。
圖形尺寸錯(cuò)誤:繪圖或套料過程中可能存在疏忽造成圖形尺寸錯(cuò)誤,這時(shí)可以通過檢查尺寸找出原因。檢查程序問題很容易,只要將數(shù)控代碼轉(zhuǎn)化到CAD圖形進(jìn)行測(cè)量,補(bǔ)償方向通過仿真可以看出是否正確。
割嘴質(zhì)量和割縫補(bǔ)償量:割嘴質(zhì)量的好壞會(huì)影響工件表面質(zhì)量和切割側(cè)面的平直度,割縫補(bǔ)償必須與實(shí)際切割下來的割縫寬度一致。減少這類誤差的方法是選擇質(zhì)量合格的割嘴,割嘴規(guī)格也應(yīng)該適合需要切割的板材厚度和材料,可以先在廢料上試割調(diào)整,直到割縫寬度均勻,斷面平整不掛渣,然后不加補(bǔ)償切割一個(gè)定尺的矩形,最后進(jìn)行測(cè)量,小多少割縫寬度就補(bǔ)多少。
機(jī)床運(yùn)行精度:切割機(jī)精度包括機(jī)械精度和電子精度。機(jī)械精度主要受導(dǎo)軌直線度、平行度、水平度,齒輪或鋼帶等的傳動(dòng)精度影響,切割平臺(tái)的水平度也影響工件精度。電子精度受數(shù)控系統(tǒng)軟件及運(yùn)動(dòng)控制卡、脈沖當(dāng)量、伺服及伺服驅(qū)動(dòng)等影響,特別是脈沖當(dāng)量如果調(diào)不精確,會(huì)造成切割圓不圓、大零件尺寸不對(duì)等問題。要檢查切割機(jī)精度也很簡單,只要在割槍上裝上劃針,運(yùn)行切割機(jī)校正誤差的程序進(jìn)行劃線檢查即可。
熱變形量:變形主要包括熱變形和受重力引起的變形,編程時(shí)采用合理的引線位置和切割方向可以減少變形,根據(jù)需要可以加一些冷卻裝置,采用結(jié)構(gòu)合理的切割平臺(tái)。
隨機(jī)偶然性變量:電壓波動(dòng)、數(shù)據(jù)線松動(dòng)造成系統(tǒng)和伺服控制線接觸不良、伺服反饋信號(hào)丟失、伺服驅(qū)動(dòng)電路不穩(wěn)定等都可能會(huì)造成切割機(jī)無規(guī)律的亂跑現(xiàn)象。
如何調(diào)整數(shù)控切割機(jī)切割精度方法:測(cè)試對(duì)角線和交點(diǎn)之間的間隔,即可判別出設(shè)備的切割精度。大多數(shù)客戶在購買數(shù)控切割機(jī)后,在使用時(shí)都不知道如何調(diào)整數(shù)控切割機(jī)的對(duì)角線調(diào)整方法。下面我們就給廣大客戶詳細(xì)的介紹,關(guān)于數(shù)控切割機(jī)切割對(duì)角線的調(diào)整方法:
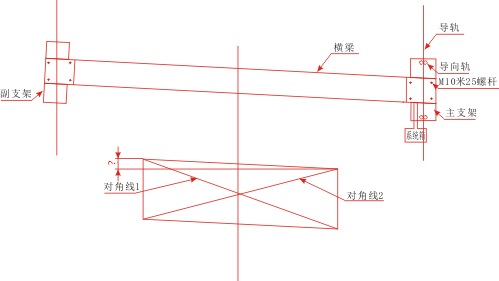
1.在割槍上裝上畫線筆。
2.在鋼板上面貼上4張A4畫線紙,背面帶膠的最好,一定要貼平整,畫線紙之間的距離要兩米左右。
3.移動(dòng)割槍在4張畫線紙上面畫出十字型圖案,在右邊的畫線紙上畫出一條長長的橫線,然后再移動(dòng)到左邊的畫線紙上,畫一條橫線,然后再畫一條豎線,形成十字型圖案,繼續(xù)往下移動(dòng),在下面的畫線紙上面畫一條豎線,然后再畫一條橫線,在橫向往右移動(dòng),依次類推,形成一個(gè)長方形圖案。
4.量取兩個(gè)對(duì)角的長度,看他們之間是不是相等,如果不相等就說明機(jī)器的橫梁沒有放正。需要繼續(xù)調(diào)節(jié)對(duì)角線。看它們之間差幾個(gè)毫米,正常誤差要控制在0.5mm.
5.按后退鍵把機(jī)器移動(dòng)到導(dǎo)軌邊緣大概有200mm的地方,在帶電的情況下分別量取兩個(gè)導(dǎo)軌邊緣到Y(jié)軸機(jī)器的距離,如果左邊的是200mm,右邊是205mm,那他們之間的基準(zhǔn)就是5mm后根據(jù)剛剛上一步所量取的對(duì)角線誤差值進(jìn)行調(diào)節(jié).
6.根據(jù)測(cè)量的對(duì)角線尺寸,相對(duì)說左下角和右上角所量出來的尺寸長3mm,那就先用一個(gè)大力鉗夾在Y軸右后邊導(dǎo)軌的地方,然后打開X軸橫梁左右兩側(cè)的蓋板,松開8顆固定螺絲和4顆鎖緊螺栓,斷電,推動(dòng)左邊的橫梁往里移動(dòng)3mm,然后開電,再次分別量取兩個(gè)導(dǎo)軌邊緣到Y(jié)軸機(jī)器的距離,他們?cè)鹊幕鶞?zhǔn)是5mm,如果他們現(xiàn)在的基準(zhǔn)是2mm,那就把8顆固定螺絲和4顆鎖螺栓上緊即可。
7.把數(shù)控切割機(jī)Y軸右后邊的大力鉗拿掉。
8.再次在畫線紙上畫十字型對(duì)角線,然后量取對(duì)角線的尺寸,如果尺寸在0.5mm左右,就完成作業(yè)。
以上就是通過調(diào)整數(shù)控切割機(jī)切割對(duì)角線調(diào)整精度的方法,希望對(duì)大家有用。

訪問") 掃描二維碼手機(jī)訪問掃描微信咨詢
掃描二維碼手機(jī)訪問掃描微信咨詢 

 當(dāng)前位置:
當(dāng)前位置: